

- 56.50 KB
- 2022-05-16 10:29:09 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
东北财经大学EMBA《运营与供应链管理》试卷2011年姓名学号成绩一、简要问答题(30%)1.请描述宜家家居的运营活动系统图。P32答:宜家家居的运营活动系统图展示了宜家是如何通过一系列的活动设计来达成战略的实施。在战略明确的企业中,很多高层次的战略主题可以从一系列紧密相联的活动中得到体现并得以实施。2.描述丰田生产系统的一些主要工具。答:丰田生产系统是为了提高质量和生产力而逐步发展出来的,以日本文化中消除浪费和尊重员工的思想为哲理。消除浪费主要是消除七种类型的浪费:1、过量生产的浪费2、等待时间的浪费3、运输的浪费4、库存的浪费5、工序的浪费6、动作的浪费7、产品缺陷的浪费。尊重员工是丰田生产系统的一个关键因素。公司有着对永久职位实行终身雇佣的传统和在商业环境恶化的情况下维持一个稳定的工资水平的系统。二、分析计算题(30%)玩具小熊通过一个混合批量流水线生产过程加工出来。六个填充人员同时工作,把填充材料装进相应的布料中,这样就制成了小熊身体各个部位的基本形状。由于此作业部门相对分离,故每生产完25套小熊的部件就放在一个箱子内运给下一道工序。在另一个批量作业地,八个操作工人将整块的胚布裁剪成适当大小的布料,然后缝制成小熊的外衣。接下来的生产流程是有九个工人将填充好的各个肢体部分进行塑形,比如身体、头部等,然后将这些部分拼凑缝制出完整的小熊。接下来,有四个工人为小熊粘贴好嘴巴、眼睛、鼻子和耳朵,并为他们穿好缝制的外衣。经过打扮的小熊都交给三个工人,他们为小熊装入预先准备好的声音设备(含有电池)。最后,经过2小时把胶水进行自然晾干,小熊由两个包装工人放进包装袋中,并把它们装入便于运输的箱子里。为了分析研究生产能力,经理和生产主管们对玩具小熊的各道加工工序以及转移时间做了估计,估计的时间如下表所示。表各工序的加工时间4
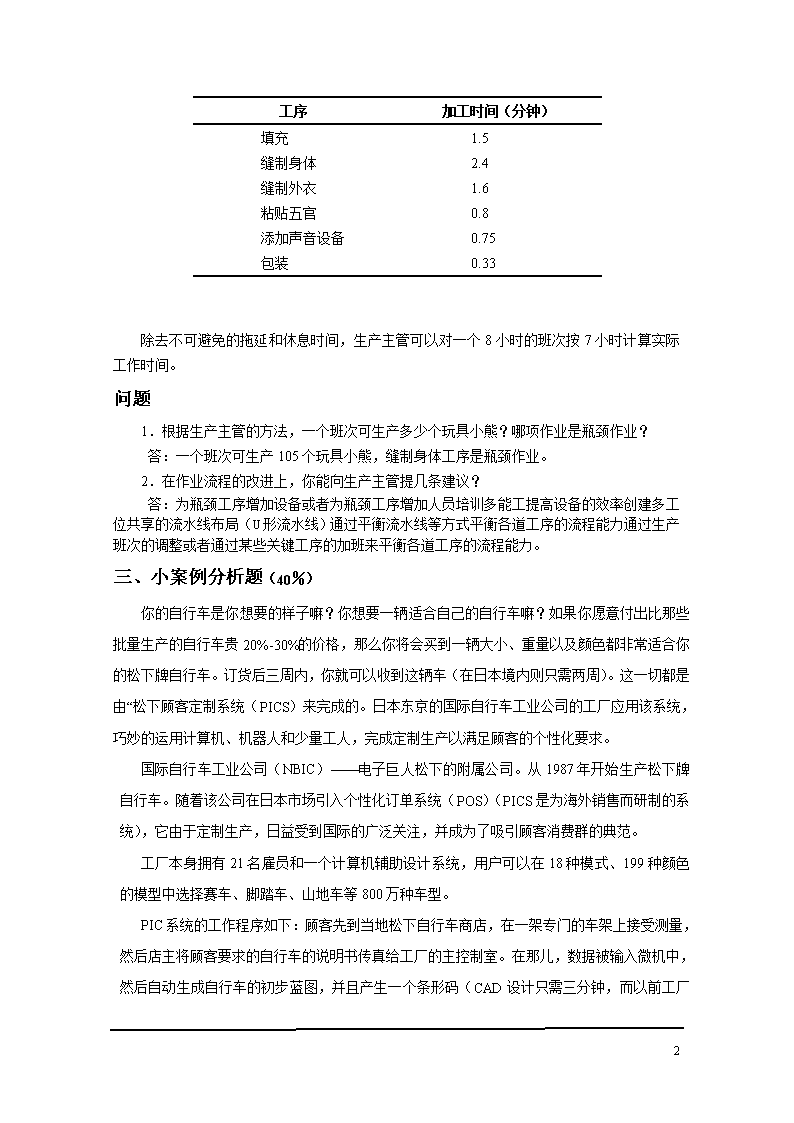
工序加工时间(分钟)填充1.5缝制身体2.4缝制外衣1.6粘贴五官0.8添加声音设备0.75包装0.33除去不可避免的拖延和休息时间,生产主管可以对一个8小时的班次按7小时计算实际工作时间。问题1.根据生产主管的方法,一个班次可生产多少个玩具小熊?哪项作业是瓶颈作业?答:一个班次可生产105个玩具小熊,缝制身体工序是瓶颈作业。2.在作业流程的改进上,你能向生产主管提几条建议?答:为瓶颈工序增加设备或者为瓶颈工序增加人员培训多能工提高设备的效率创建多工位共享的流水线布局(U形流水线)通过平衡流水线等方式平衡各道工序的流程能力通过生产班次的调整或者通过某些关键工序的加班来平衡各道工序的流程能力。三、小案例分析题(40%)你的自行车是你想要的样子嘛?你想要一辆适合自己的自行车嘛?如果你愿意付出比那些批量生产的自行车贵20%-30%的价格,那么你将会买到一辆大小、重量以及颜色都非常适合你的松下牌自行车。订货后三周内,你就可以收到这辆车(在日本境内则只需两周)。这一切都是由“松下顾客定制系统(PICS)来完成的。日本东京的国际自行车工业公司的工厂应用该系统,巧妙的运用计算机、机器人和少量工人,完成定制生产以满足顾客的个性化要求。国际自行车工业公司(NBIC)——电子巨人松下的附属公司。从1987年开始生产松下牌自行车。随着该公司在日本市场引入个性化订单系统(POS)(PICS是为海外销售而研制的系统),它由于定制生产,日益受到国际的广泛关注,并成为了吸引顾客消费群的典范。工厂本身拥有21名雇员和一个计算机辅助设计系统,用户可以在18种模式、199种颜色的模型中选择赛车、脚踏车、山地车等800万种车型。4
PIC系统的工作程序如下:顾客先到当地松下自行车商店,在一架专门的车架上接受测量,然后店主将顾客要求的自行车的说明书传真给工厂的主控制室。在那儿,数据被输入微机中,然后自动生成自行车的初步蓝图,并且产生一个条形码(CAD设计只需三分钟,而以前工厂的绘图员则需要三个小时),接着条形码被贴到金属管架和齿轮上,最后经组装就生产出满足顾客个性化要求的自行车了。在生产过程中的不同阶段,一线工人持条形码标签和扫描仪就可以知道顾客的要求。这个显示在扫描仪的阴极射线管终端的信息直接传到计算机局域网控制的机器上。在生产的每个阶段,计算机读条形码就可以分辨出属于特定自行车的部件,然后告诉机器人在哪里进行焊接,告诉喷漆工人按哪种模式喷漆。尽管使用了计算机和机器人,生产过程并非高度自动化。齿轮组是手工装配的。装配人线是人工运作的,顾客的姓名由工人手工完成。整个制造和装配时间是150分钟/辆。工厂一天可生产60辆自行车,NBIC的大批量生产工厂(完成其年产量的90%)可以在90分钟内完成一辆标准的自行车。也许有人会问:为什么三小时之内就能做出的车,顾客却要等三周之久才能拿到?销售经理这样回答:“我们是可以缩短时间的,但是我们想让顾客感觉那种期待着某种独特产品的激动心情。”为了与顾客保持有更多的联系,工厂将同顾客建立直接联系作为自己的责任。收到顾客的订单后,工厂立刻将由计算机生成的顾客定制的自行车图样连同一封感谢顾客惠顾的信函一起寄给顾客。三个月后寄出第二封信询问顾客对自行车的满意程度。最后,寄出一张“自行车生日卡”与顾客共同庆祝这辆自行车的周岁生日。资料来源:S.MOFFAT,“JANPAN’SNEWPERSONALIZEDPRODUCTION,”FORTUNE,OCTOBER22,1990,PP.132-35读完本案例后,回答下面的问题:1.这种生产模式会用到什么样的运作管理?有哪些与传统管理观念不一样?答:这种生产模式用到供应链运作管理。传统管理观念是满足一般消费者的普通的需求,新的管理观念是满足高端消费者差异化的需求;传统观念是低成本策略,新的管理观念是高附加值策略。2.这种生产模式对哪些市场有吸引力?答:高端产品市场有吸引力。3.此例说明了什么新的市场和生产概念?答:此例说明了新的差别化细分市场,这种新的生产概念充分利用不同产品目标市场的信息,由于产品与工艺工程中心机构的设立,加强了产品设计师与工艺工程师的互动交流,使公司可以充分发掘利用整个自行车行业不同细分市场的信息差异。在这种新的生产概念下,顾客通过对成千上万种潜在的组合做出选择而直接参与到新产品的开发过程中。对不同市场信息的充分把握和利用,可以帮助企业动态管理新产品的增加。借助于对市场信息的跟踪分析和高技能工人的轮换这两种手段,企业可以不断提升自身竞争能力和优化组织流程。4
4