

- 177.00 KB
- 2022-05-16 15:31:26 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
成品生产过程管理制度及操作流程一、成品生产管理制度第一条为加强公司成品生产质量管理和控制,不断提高预拌砂浆产品质量。根据预拌砂浆国家和行业相关标准、规程、合肥市预拌砂浆管理规定,制定本制度。第二条员工应强化质量意识,树立全而质量管理观念,严格执行本制度及流程,并确保有效运行。第三条本制度适应范围为公司成品生产;适用部门:生产班组、实验室、仓库、设备。第四条建立立以厂长为首的质量管理组织,并负责制定公司的质量方针和质量目标,监督公司质量体系的有效运行,制定质量奖惩制度,负责协调各部门的质量责任,并考核工作质量。第五条实验室会同采购、生产、设备等人员共同制定质量控制方案,经公司领导批准后执行。实验室负责监督、检查上述方案的实施。第六条烘砂过程的质量控制,烘干后砂的含水率应小于0.5%,干砂的含水率测定频率,按照烘砂间隔一个小时进行抽检一次;当含水率有显著变化时,应增加测定次数;如果含水率超过0.5%,立即通知锅炉烘干操作人员采取措施进行纠正,情况严重时进行停机检查,直至检查到原因后方可进行再生产。砂的筛分应采用分级筛分,按不同粒径等级分别储存在筒仓内,并确保颗粒均匀。检查频率和水分同等,实验室对筛分结果进行分析,查找异常原因,同吋通知设备人员对筛网(振动筛)进行检查。第七条预拌砂浆的生产过程控制应采用电脑程序控制,计量应采用电子计量称(计量设备应具有法定计量部门签发的有效合格证),对砂称、粉料称、外加剂称、地磅,公司购买祛码,每月第一周进行自行校准,然后每年联系计量部门进行校准。第八条实验室负责以文字形式提供生产配方,同种分别出具采用混合砂和粗、细砂配合适用两个配方。实验室出具配方应是经过严格验证的,实验室主任对实验室主任负责。同时配方应通过厂长及分管领导批准方可用于生产。配方实行严格保密制度,不得随意透漏给非相关人员和其他同类厂家人员。第九条不同品种、强度等级的预拌砂浆应按生产计划组织生产;生产品种
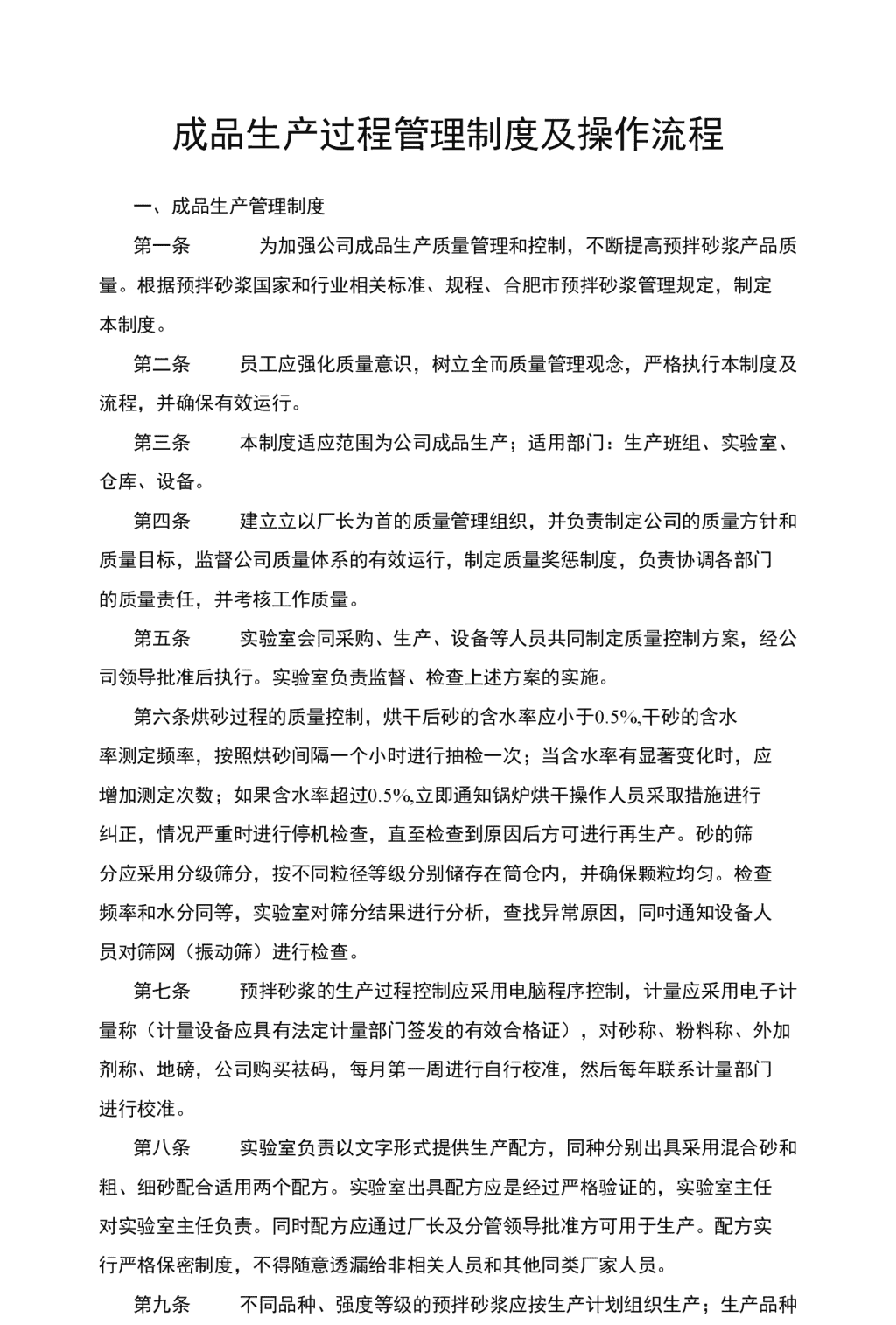
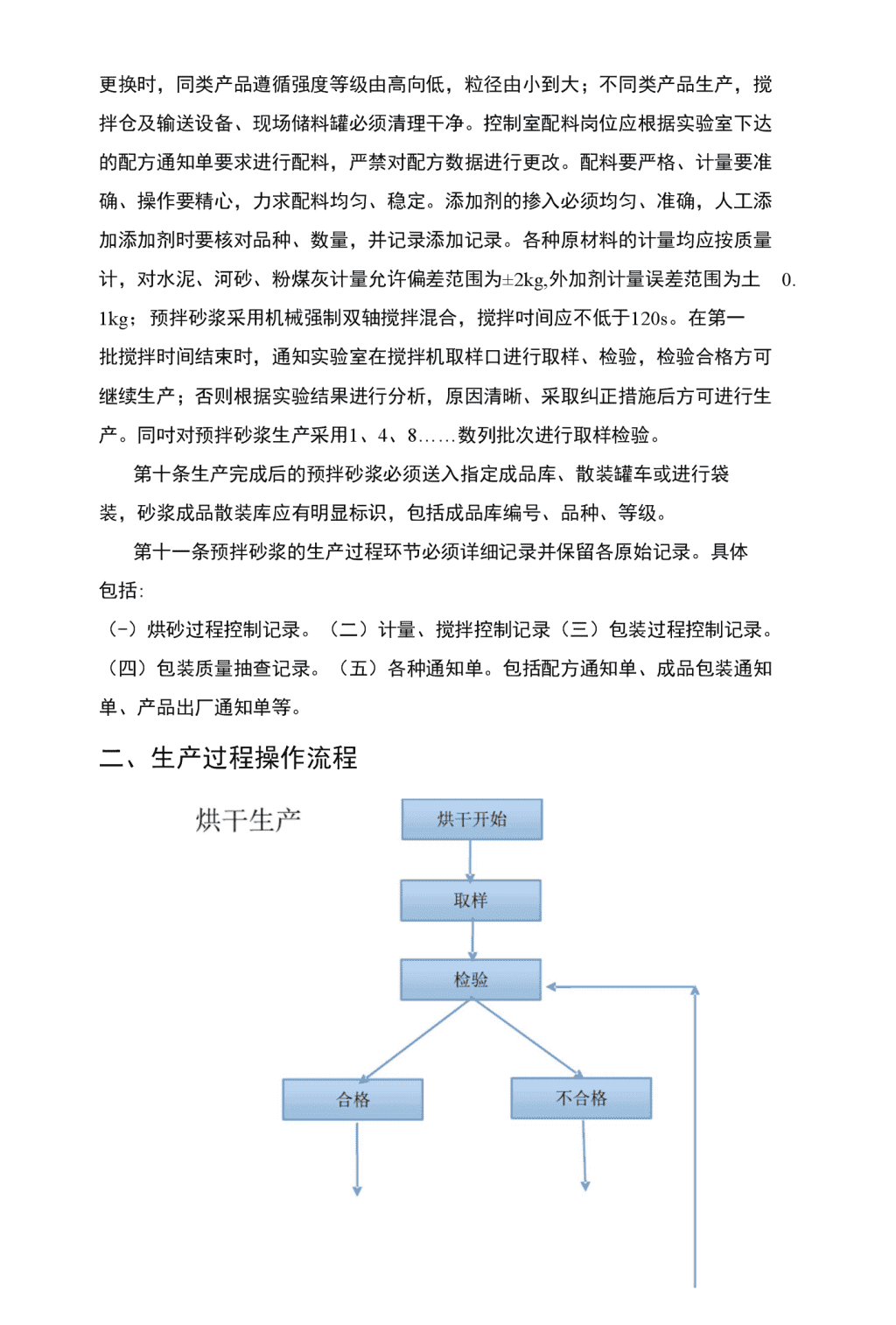
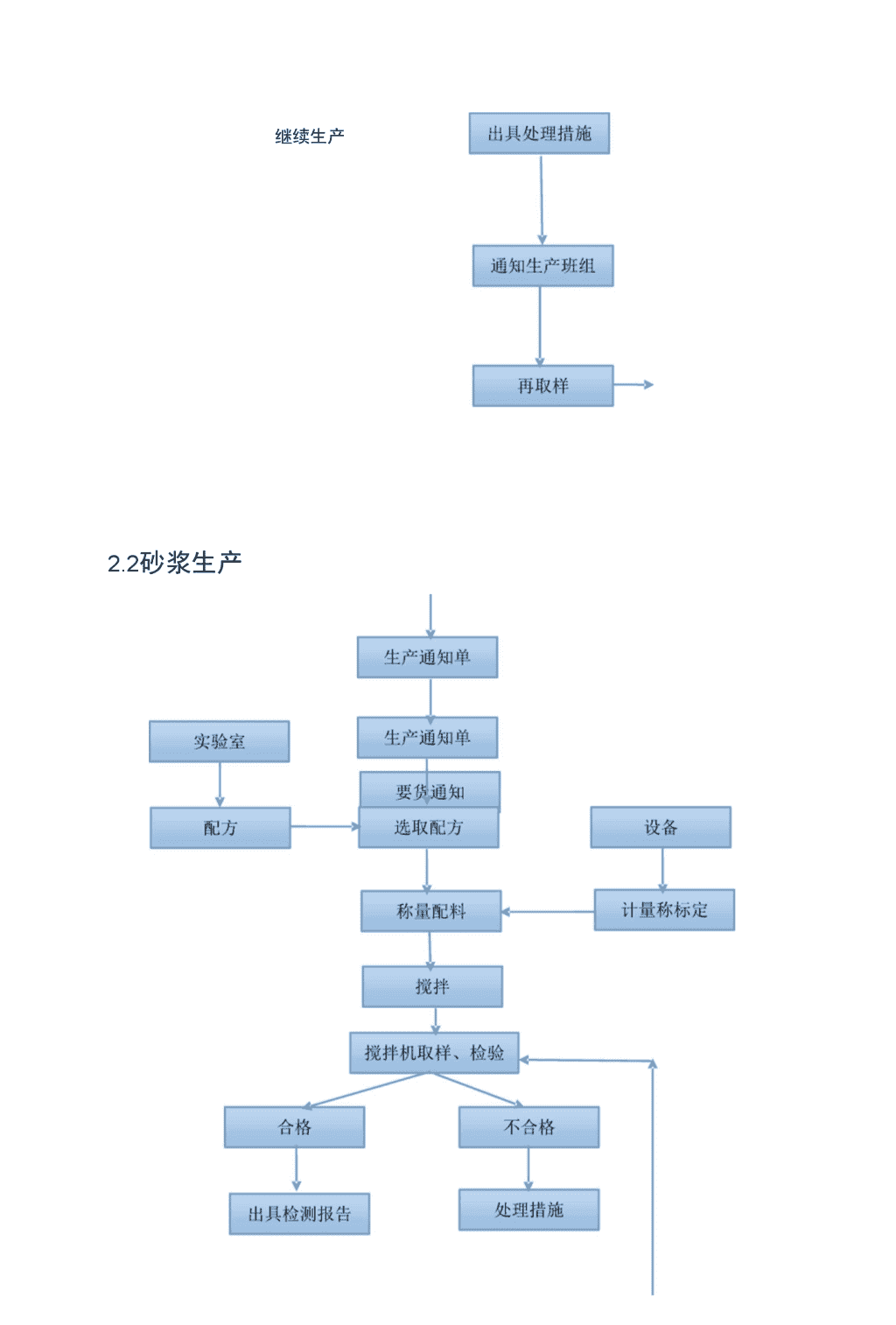
更换时,同类产品遵循强度等级由高向低,粒径由小到大;不同类产品生产,搅拌仓及输送设备、现场储料罐必须清理干净。控制室配料岗位应根据实验室下达的配方通知单要求进行配料,严禁对配方数据进行更改。配料要严格、计量要准确、操作要精心,力求配料均匀、稳定。添加剂的掺入必须均匀、准确,人工添加添加剂时要核对品种、数量,并记录添加记录。各种原材料的计量均应按质量计,对水泥、河砂、粉煤灰计量允许偏差范围为±2kg,外加剂计量误差范围为土0.1kg;预拌砂浆采用机械强制双轴搅拌混合,搅拌吋间应不低于120s。在第一批搅拌时间结束时,通知实验室在搅拌机取样口进行取样、检验,检验合格方可继续生产;否则根据实验结果进行分析,原因清晰、采取纠正措施后方可进行生产。同吋对预拌砂浆生产采用1、4、8……数列批次进行取样检验。第十条生产完成后的预拌砂浆必须送入指定成品库、散装罐车或进行袋装,砂浆成品散装库应有明显标识,包括成品库编号、品种、等级。第十一条预拌砂浆的生产过程环节必须详细记录并保留各原始记录。具体包括:(-)烘砂过程控制记录。(二)计量、搅拌控制记录(三)包装过程控制记录。(四)包装质量抽查记录。(五)各种通知单。包括配方通知单、成品包装通知单、产品出厂通知单等。二、生产过程操作流程
继续生产2.2砂浆生产
继续生产搅拌机取样三、烘干及砂浆检测项目2.1、烘干检测序号检测项目检测标准12342.2砂浆生产序号检测项目检测标准1234